ЧПУ CNC USB - от постройки до детали.
Статьи публикуются по мере поступления. Для упорядоченного тематического
поиска воспользуйтесь блоком "Карта сайта"
Продолжаем обзор материалов по любительским станкам ЧПУ. Большинство моделистов хотят построить свой ЧПУ станок и не знают с чего начать. В сети очень много информации о постройке самого станка , о сборке самодельных контроллеров на микросхемах К155ТМ7 и драйверов управления к ним на микросхемах UL2003 или мощных транзисторах , которые работают от LPT порта компьютера на самодельных программах типа АртКам, Паук и им подобных. На форумах как правило выясняется что программы сырые ,требуют доработки, обнавляются самими авторами редко , а в сеть выкладывают только демоверсии. После сборки такой схемы на К155ТМ7 и UL2003 под LPT порт подключать для эксперемента пришлось только к старому ноутбуку Qompag 500 так как он имел LPT порт.Современные компы уже не имеют встроенного LPT порта, а платы расширения не все совместимы ,купленная мною плата LPT оказалась именно такой. Эксперименты проводил с шаговыми двигателями от списанного копира Canon. Три двигателя с него оказались разными по размерам и сопротивлениям ,самый мощный двигатель c малым сопротивлением обмоток перегревал моментально микросхему UL2003 до полного её разрушения . Тестовые программыдля пробы шаговиков поочередно успешно вращали двигатели но более серьёзные программы Арткам и Матч3 упорно не хотели вращать их все вместе. На форумах посвещенных ЧПУ сплошная каша вопросов и запросов и ни одной нормальной статьи о подробном освоении самих программ с конкретным оборудованием. Решив более не заморачиваться с самоделкой и не тратить время на пробы и эксперементы приобрёл готовый CNC USB контроллер и комплектующие из Китая. Предварительно ознакомился с программой поставляемой с данным контроллером скачав её с сайта http://www.planet-cnc.com/ Программа CNC USB Controller поддерживает русский язык ,имеет более доступный визуальный интерфейс гораздо понятнее чем программа Match 3 . Даже не имея самого ЧПУ станка, я попробовал файл сохраненный в Компасе с расширением dxf импортировать в программу ,она автоматически переработала его в G-коды и после запуска в режиме симуляции визуально продемонстрировала как проходит процесс фрезеровки элементов детали. И так решение приобрести именно CNC USB контроллер работающий с программой CNC USB Controller было принято. О комплектующих примененных в станке и изучении программы управления я и хочу рассказать тем, кто решиться на постройку самодельныого станка. Надеюсь что кому-то пригодятся мои заметки и небольшой учебник "CNC USB -От наладки до детали"по освоению программы , который вынужден был создать , учитывая скудность информации на русском языке об этой программе в сети. Скачать учебник и всю упомянутую информацию о контроллере и программе Вы можете в конце статьи.
Что из этого получилось смотрите ниже.
В станке использован 4-х осевой USB CNC контроллер


В комплект поставки входят:
1.Плата на 4-ре оси USB6560AXIS4 оснащенная контроллером с встроенными драйверами управления шаговыми двигателями. Данный контроллер работает с программой CNC USB MOTION CONTROLLER которая имеет поддержку с сайта:www:planet-cnc.com.
Даный сайт предупреждает ,что этот контроллер и другие изготовленные КНР являются контрафактными.
2.Выносной пульт управления 4-я осями. Подключается к 1:Manual Control port . Пульт позволяет выполнять простые прямолинейные работы не прибегая к программному обеспечению (вырезать пазы между просверленными отверстиями и.т.п.), сам станок при этом должен быть подключен к порту USB для запитки платы 5 вольтами.
3.Вентилятор для охлаждения радиатора драйверов .
4.USB шнур.
5.Диск CD – с драйверами , инструкцией и программой CNC USB версия 2.10.1204.201. Программа поддерживает русский язык при установке , автоматически с сайта поддержки предлагает поставить свежую версию 2.10.1406.12.01 с сайта разработчика программы www:planet-cnc.com. Визуально интерфейс обеих версий одинаков ,разница только в меню Установки , последний вариант более простой по наладке. В настоящий момент есть на сайте и новая версия 2.10.1412.1501 ,визуально ничем не отличима. Приятно что есть постоянная поддержка по совершенствованию программы , номер лицензии поставляемой с диском остается прежний. На сайте есть статьи по настройке программного обеспечения (на английском и немецком языках) ,видеопримеры, форум, правда на английском языке .
6.Выносной резистор на 50ком подключается в гнездо 5:Manual speed port – позволяет установить скорость вращения шаговых двигателей при ручном управлении с выноснго пульта. Детально использование резистора в инструкции не описано.
В процессе отладки станка выявлено следующее :
Регулировка осуществляется от минимума до определенного момента ,пока не произойдет срыв частоты вращения двигателей , двигатели встают и слышен визг в обмотках. Для регулировки оборотов дискретно поворачивать резистор и только потом нажимать любую кнопку управления двигателем. Одновременно при нажатии кнопки и вращении резистора изменения вращения двигателя не произойдет. После установки поставляемого программного обеспечения ,методом подбора нужно установить ограничение скорости поддерживаемой до срыва шаговых двигателей и выставить соответсвующее максимальное значение в программе ,после этого программа автоматически изменит порог регулировки резистора от минимального до максимального поворота движка резистора , уже без срыва работы шаговых двигателей :
/Файл/Настройки/Пульт/Максимальная скорость/360 / (по умолчанию значение 500).

Фактически измененные пороги значений в меню установок прописываются и запоминаются в памяти контроллера , особенно это Вы заметите при переназначении направлений ,установке конечных выключателей , и при последующих включениях станка эти изменения остаются до следующих изменений производимых вами.
Примечание: Самопроизвольный сбой введенных вами данных ,может произойти только в настройках Ограничения (пределы перемещения рабочего стола,кареток осей Х и Z) в случае если ошибочно расположили будующую деталь на столе и програмные кода G превышают выставленные ограничения (т.е. загнали какую либо каретку в упор или случайно переназначили координаты нажав не ту кнопку). В таких случаях необходимо будет заново выставить пределы ограничений по сбившимся настройкам. На первых этапах отладки станка записывайте параметры которые вы изменили , иначе не поймете почему, то , что до этого работало ,стало непредсказуемым ( при нажатии кнопки влево каретка идет вправо, не срабатывают конечные выключатели или они поменялись по направлению срабатывания и т.п). Не меняйте сразу несколько параметров , действуйте последовательно. Будьте всегда готовы нажать аварийный стоп или отключить питание , иначе двигатели загонят каретку до упора и могут повредить ваш станок .
На самой плате имеется две кнопки : левая управляет паузой и сбросом программы и является аварийным стопом, вторая предназначена для смены вращения 4-ой оси «А». Для подключения выносной кнопки аварийного стопа на плате то имеется гнездо 4:Pause &Reset port на 5-ть штырьков. Распиновка гнезда в инструкции и на плате не описана. Путем подбора выяснено ,что к первому снизу по фотографии штырьку и 3-ему выводу надо подсоединить выносную нормально разомкнутую кнопку , она и будет Аварийным стопом. Назначение остальных выводов не ясно ,но при замыкании 1-го вывода и остальных так-же будет остановка станка. Для смены направления вращения оси «А» выводов для выносной кнопки в гнезде выводов нет , если кому эта функция необходима можно припаять выводы выносной кнопки непосредственно к кнопке на плате.
Гнездо 6:MIST & FLOOD PORT служит для подключения системы охлаждения режущего инструмента (Туман и СОЖ (смазочно-охлаждающих жидкостей)). Подробного описания ,что и как подключать в инструкции нет, для дереворабот функция необязательна.
Двойное гнездо 3:Limit Port Input – предназначено для подключения ограничительных конечных выключателей передвижения рабочего стола Х и кареток станка. Ограничение произойдет только после установки галочек, напротив соответствующих осей в окне:
/Файл/Настройки/Ограничения/ Датчики/.

Теперь о самих конечных выключателях и их подключении.
На сайте planet-cnc.com рекомендуют применять индукционные датчики или нормально – разомкнутые кнопки. Схемы приведены ниже.

Все датчики подключены на этих схемах через оптопары , но на самой плате уже установлены свои оптопары , с лишними оптопарами схема работать не будет поэтому эту схему я упрощаем:

В качестве конечников можно применять отечественные кнопки КМ1-1 с подключением сопротивления 1ком. Можно так же применить вместо кнопок нормально разомкнутые герконы и магниты наклеенные на каретки перемещения.

Для замера смещения инструмента необходим выносной датчик , представляющий из себя пластину фольгированного стеклотекстолита , зажима типа крокодил ,проводов и штекера мини Джек 3,5мм. Гнездо для подключения датчика припаиваем параллельно конечному выключателю нижнего положения оси Z.

Для определения длины инструмента (фрезы) и толщины заготовки активируем режим Датчика инструмента :
/Файл/Настройки/ Датчик инструмента /Разрешить/.

Выносной датчик одним концом с зажимом крокодил подцепляем к инструменту (фрезе ),второй конец фольгированная пластина текстолита ложим поверх заготовки под фрезой. Нажимаем кнопку Измерить смещение по Z кнопка примет оранжевый цвет, теперь нажать кнопку смещение Z, снова нажать Измерить смещение Z. Машина опустит с заданной скоростью фрезу до касания фольгированного датчика и автоматически поднимет инструмент вверх до заданной безопасной высоты.
Внимание :Если разрешить датчик инструмента, то конечный выключатель – Z сработает при наезде каретки ,но перестанет срабатывать подъем ВВЕРХ (без режима измерения). Это особенность контроллера .При замерах смещения Z выносным датчиком при касании фрезы о контактную пластину происходит автоматический замер с отводом инструмента на безопасную установленную вами высоту (не забывайте подключать зажимом крокодил второй вывод датчика при замерах и отсоеденять после замера). Для автоматического управления двигателем фрезера (или включения лазера) имеется гнездо7:SPINDLE PORT выводы которого идут к реле , второй и третий вывод (отсчет снизу) гнезда нормально разомкнутые , к ним подключаем ноль 220в и параллельно этим двум выводам подключаем любой двухпозиционный тумблер рассчитанный на напряжение 220в ,он позволит заблокировать контакты реле для принудительного включения фрезерного двигателя если вы захотите что-то отфрезеровать в ручном режиме .

Теперь о комплектующих из которых собран станок.
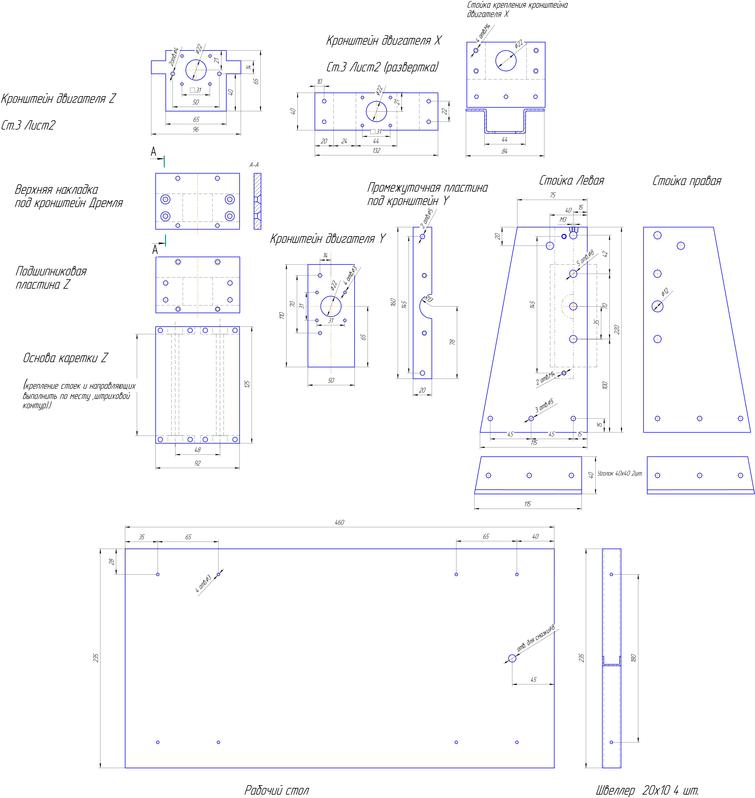
Самодельные детали для станка :
Кронштейн для Дремля и пара корпусов для шарикоподшипников Ф15хФ6х5 необходимых для разгрузки осевых усилий приводных винтов М6 на оси Х и У.,Боковые стойки 2шт (Амг5- толщина 5мм), уголки крепления стоек боковых стоек (32х32 Амг5)-2шт ,рабочая поверхность стола (АМг5 –толщина 5мм) ,кронштейны крепления двигателей 3шт.


Все остальные детали покупные. Для наглядности привожу подробные фотографии и табличные данные примененных деталей. В станке выбраны детали, исходя от 8мм диаметра направляющих, так как компактный вариант станка планировался для дереворабот в обычной комнате.
Габариты станка:
- Длина: с запаркованным столом: 546мм,
- Длина: с максимально выдвинутом столом: 855мм,
- Ширина: 420мм,
- Высота: 360мм,
- Вес станка: 11кг,
- Рабочая зона: Х- 325мм У-205мм Z-50мм;
- Для питания первоначально использовался свободный блок питания от компьютера , но для компактности потом был приобретен импульсный блок питания для светодиодных лент LED 12В 150Вт 12,5А (покупал в радиомагазине , есть и на АлиЭкспресс). в качестве индикатора напряжения использовал вольтметр :
Для постройки станка использовались следующие покупные изделия из отечественных магазинов :
Шариковые мебельные направляющие BOYARD DB450 L-450мм (есть в строительных супермаркетах).

Бронзовая электрошина заземления - 2 шт. (для изготовления ходовых гаек для приводного винта).

Шпильки оцинкованные М6 - 2шт. для приводных винтов ,швеллер аллюминевый высотой 20мм и уголок 40х40. Гравировальная машинка фирмы Дремель 200 (15000-30000об/мин,производство Мексика). Линейные хромированные валы LM8UU диаметром 8мм длиной 320мм-2шт; 350мм-2шт ;370мм-2шт

Шаговые двигатели Nema 17HS4402(хвостовики валов желательно укоротить на 5мм):


Муфты для соеденения валов шаговых двигателей Ф5ммс приводыми винтами ф6мм:

Исходя из диаметров направляющих валов соответственно выбираем Линейные подшипникидля этого диаметра: Я применил на каретках оси У и Z по два подшипника SC8UU исходя из малых габаритов станка . К сожалению люфт в подшипниках при сопряжении с валом довольно великоват ,приблизительно до 0,2мм ,лучше применять попарно на каждой направляющей и переделать подшипники с установкой дополнительных втулок,бронзовых или капролоновых. Ниже привожу другие варианты шарикоподшипников для круглых валов. Промышленность КНР выпускает и плоские подшипники для направляющих ,можно найти уже собранные пары подшипник –вал , но цена на готовые пары довольно высокая.
Линейные блочные шарикоподшипники SC8UU 8мм шарикоподшипников
Модель : SC8 UU для вала ID : 8 мм
Продают как поштучно так и по 4 шт :

Укороченный линейный подшипник:

Фланцевый линейный подшипник:


Стойки для крепления направляющих :


Стойка для бокового варианта крепления вала ф8мм тип SHF8z:


Вариантов исполнения ЧПУ станков на 3 оси может быть два :
1.C неподвижным столом (ось Х) - перемещается каретка с осями У и Z по оси Х. При данном варианте необходима особая жесткость и следовательно широкие боковые стойки с подшипниками, что автоматически увеличивает габариты станка.
2.C подвижным столом ( ось X ), стойка с осью У и осью Z неподвижны. Стол после работы сдвигается и габариты станка соответственно меньше. В случае фрезерования толстых или высоких деталей можно сделать боковые стойки раздвижными по высоте, что так же уменьшит габариты станка по высоте после работы.Учитывая, что жилищные условия вынуждают иметь только комнатный вариант ЧПУ, был выбран 2-ой вариант. За монтажную базу был использован старый корпус от радио тюнера RadiotehnikaТ-101 с габаритами 430х350х80 мм, крышка корпуса из толстой фанеры послужила основанием для станка, а сам корпус позволил спрятать электронику внутрь. Особенно расписывать о постройке нечего, так как все зависит от того, для каких целей вы будете строить. Самих схем постройки и вариантов исполнения узлов ЧПУ множество. Выше перечисленные узлы с размерами, позволят выбрать то ,что вам понадобится для постройки станка .
Если кто-то захочет может применить 4-ю поворотную ось :

Инструкцию поставляемую с контроллером можно скачать здесь:
Учебник "CNC USB -От наладки до детали" скачать здесь: CNCUSB отналадки до детали.pdf
Чертеж на детали примененные в станке в формате Компас :
Детали станкаЧПУ.frw
в формате Автокад : Детали станкаЧПУ.dxf
Фотографии построенного станка .

Электроника станка .

Общий вид с убранным столом.

Максимально выдвинутый стол.

Вид сзади.

Каретка оси Y.


Импортированные детали в программу CNC.

Окончание фрезеровки.

Готовое изделие.
Надеюсь моя статья пополнит ряды ЧПУшников , если кто - то имеет более богатый опыт с работой этой программы поделиться своими знаниями в новых статьях.
Автор: Александр Вороненко, Санкт-Петербург
ПРЕДЫДУЩИЕ СТАТЬИ
Просмотров: 8231 |
Добавил: Chinas
| Рейтинг: 0.0/0
|