
Сварочный инвертор
Автор, разработчик, инженер электронщик В.Ю. Негуляев, Киев, 2005 г.
1. Немного теории и основные требования к сварочному инвертору.
Всвязи с тем, что данное пособие не является технологической картой, то я не привожу ни разводку печатных плат, ни конструкцию радиаторов, ни порядок размещения деталей в корпусе, ни конструкцию самого корпуса! Всё это не имеет значения и никак не влияет на работу аппарата! Важно только, что на транзисторах (на всех вместе, а не на одном) моста выделяется около 50 ватт, и на силовых диодах тоже около 100 ватт, итого около 150 ватт! Как Вы распорядитесь этим теплом меня мало волнует, хоть в стакан с дистилированной водой их опустите (шутка :-)) ), главное не разогревайте их выше 120 градусов С. Ну вот с конструкцией разобрались, теперь немного теории и можно приступать к настройке.
Что такое сварочный аппарат - это мощный блок питания способный работать в режиме образования и продолжительного горения дугового разряда на выходе! Это достаточно тяжёлый режим и не всякий блок питания может в нём работать! При касании концом электрода свариваемого металла происходит короткое замыкание сварочной цепи, это самый критический режим работы блока питания(БП), так как для разогрева, расплавления и испарения холодного электрода требуется энергии гораздо больше, чем для простого горения дуги, т.е. БП, должен иметь запас по мощности достаточный для стабильного поджига дуги, при использовании электрода максимально допустимого для данного аппарата диаметра! В нашем случае это 4мм. Электрод типа АНО-21 диаметром 3мм стабильно горит при токах 110-130 ампер, но если для БП это максимальный ток, то дугу зажечь будет весьма проблематично! Для стабильного и легкого зажигания дуги необходимо ещё 50-60 ампер, это в нашем случае 180-190 ампер! И хотя режим поджига кратковременный, его должен выдерживать БП. Идём дальше, дуга загорелась, но по законам физики вольт-амперная характеристика (ВАХ) электрической дуги в воздухе, при атмосферном давлении, при сварке покрытым электродом имеет падающий вид, т.е. Чем больше ток в дуге, тем меньше на ней напряжение, и только при токах больше 80А напряжение дуги стабилизируется, и остается постоянным при увеличении тока! Исходя из этого можно сообразить, что для лёгкого поджига и устойчивого горения дуги ВАХ БП должна дважды пересекаться с ВАХ дуги! В противном случае дуга будет не устойчивой со всеми вытекающими последствиями, как то непровар, пористый шёв, прожёги! Теперь можно кратко сформулировать требования к БП;
а) учитывая КПД (около 80-85%) мощность БП должна быть не менее 5 кВт;
б) должен иметь плавную регулировку выходного тока;
в) на малых токах легко зажигать дугу, иметь систему горячего поджига;
г) иметь защиту от перегрузки при залипании электрода;
д) выходное напряжение на хх не ниже 45В;
е) полная гальваническая развязка от сети 220В;
ж) падающая вольт-амперная характеристика.
Вот собственно и всё! Всем этим требованиям отвечает разработанный мной аппарат, технические характеристики и электрическая схема которого приведены ниже.
2. Технические характеристики сварочного выпрямителя инверторного типа
Напряжение питающей сети 220 + 5% В
Сварочный ток 30 - 160 А
Номинальная мощность в дуге 3,5 кВА
Напряжение холостого хода при 15 витках в первичной обмотке 62 В
ПВ (5 мин.),% При мах токе 30 %
ПВ при токе 100А 100 % (приведенный ПВ относится только к моему аппарату, и полностью зависит от охлаждения, чем мощнее будет вентилятор, тем больше ПВ)
Максимальный потребляемый ток от сети (измерен по постоянке) 18 А
КПД 90%
Вес вместе с кабелями 5 кг
Диаметр электрода 0,8 - 4 мм
Выпрямитель предназначен для ручной дуговой сварки и сварки в защитном газе на постоянном токе. Высокое качество выполнения сварных швов обеспечивается дополнительными функциями, выполняемыми в автоматическом режиме: при РДС
- Горячий старт: с момента зажигания дуги в течение 0,3 секунд сварочный ток максимальный
- Стабилизация горения дуги: в момент отрыва капли от электрода сварочный ток автоматически увеличивается;
- При коротком замыкании и залипании электрода автоматически включается защита от перегрузки, после отрыва электрода все параметры востанавливаются через 1с.
- При перегреве инвертора сварочный ток плавно уменьшается до 30А, и остаётся таким до полного охлаждения, затем автоматически возвращается на установленное значение.
Полная гальваническая развязка обеспечивает 100% защиту сварщика от поражения электрическим током.
Силовой блок, блок раскачки, блок защиты.
Др.1 - резонансный дроссель, 12 витков на 2хШ16х20, провод ПЭТВ-2, диаметр 2,24, зазор 0,6мм, L=88mkH Др.2 - выходной дроссель, 6,5 витков на 2хШ16х20, провод ПЭВ2, 4x2,24, зазор Змм, L=10mkH Тр. 1 - силовой трансформатор, первичная обмотка 14-15 витков ПЭТВ-2, диаметром 2,24, вторичная 4х(3+3) тем же проводом, 2хШ20Х28, 2000НМ, L=3,5mH Тр.2 - токовый трансформатор, 40 витков на феритовом колечке К20х12х6,2000НМ, провод МГТФ - 0,3. Тр.З - задающий трансформатор, 6x35 витков на феритовом колечке К28х16х9,2000НМ, провод МГТФ - 0,3. Тр.4 - понижающий трансформатор 220-15-1 . Т1-Т4 на радиаторе, силовые диоды на радиаторе, входной мост на 35А, на радиаторе. * Все времязадающие конденсаторы плёночные с минимальным ТКЕ! 0,25хЗ,2кВ набираются из Юштук 0,1x1,6кВ типа К73-16В последовательно-параллельно. При подключении Тр.З обратить внимание на фазы, транзисторы Т1-Т4 работают по диагонали! Выходные диоды 150EBU04 , RC- цепочки параллельно диодам обязательны! При таких моточных данных диоды работают с перегрузкой, лучше их ставить по два параллельно, центральный один марки 70CRU04.

4. Выбор силовых транзисторов
Силовые транзисторы - это сердце резонансного инвертора! От правильного выбора силовых транзисторов зависит надёжность работы всего аппарата. Техни -ческий прогресс не стоит на месте, на рынке появляется множество новых полупроводниковых приборов, и разобраться в этом разнообразии довольно сложно. Поэтому в этой главе я постараюсь кратко изложить основные принципы выбора силовых ключей, при построении мощного резонансного инвертора. Первое, с чего нужно начинать, это приблизительное определение мощности буду -щего преобразователя. Я не буду давать отвлечённых расчётов, и сразу перейду к нашему сварочному инвертору. Если мы хотим получить в дуге 160 ампер при напряжении 24 вольта, то перемножив эти величины мы получим полезную мощность которую наш инвертор обязан отдать и при этом не сгореть. 24 вольта это среднее напряжение горения электрической дуги длинной 6 - 7 мм, в действи -тельности длинна дуги всё время меняется, и соответственно меняется напряже -ние на ней, меняется также и ток. Но для нашего расчёта это не очень важно! Так вот перемножив эти величины получаем 3840 Вт, ориентировочно прикинув КПД преобразователя 85%, можно получить мощность которую должны перекачивать через себя транзисторы, это примерно 4517 Вт. Зная общую мощность можно подсчитать ток, который должны будут коммутировать эти транзисторы. Если мы делаем аппарат для работы от сети 220 вольт, то просто разделив общую мощность на напряжение сети, можно получить ток, который аппарат будет потреблять от сети. Это приблизительно 20 ампер! Мне присылают много писем с вопросами, можно ли сделать сварочный аппарат, чтобы он мог работать от 12 вольтового автомобильного аккумулятора? Я думаю эти простые расчёты помогут всем любителям их задавать. Я предвижу вопрос, почему я разделил общую мощность на 220 вольт, а не на 310, которые получаются после выпрямления и фильтрации сетевого напряжения, всё очень просто, для того, чтобы при токе величиной 20 ампер поддерживать 310 вольт, нам понадобится ёмкость фильтра величиной 20000 микрофарад! А мы ставим не более 1000 мкФ. С величиной тока вроде разобрались, но это не должен быть максимальный ток выбранных нами транзисторов! Сейчас в справочных данных многих фирм приво -дится два параметра максимального тока, первый при 20 градусах Цельсия, а второй при 100! Так вот при больших токах протекающих через транзистор, на нём выделяется тепло, но скорость его отвода радиатором не достаточно высока и кристалл может нагреться до критической температуры, а чем сильнее он будет нагреваться, тем меньше будет его максимально допустимый ток, и в конечном итоге это может привести к разрушению силового ключа. Обычно такое разрушение выглядит как маленький взрыв, в отличии от пробоя по напряже -нию, когда транзистор просто тихо сгорает. Отсюда делаем вывод, для рабочего тока величиной 20 ампер необходимо выбирать такие транзисторы у которых рабочий ток будет не ниже 20 ампер при 100 градусах Цельсия! Это сразу сужает район наших поисков до нескольких десятков силовых транзисторов.
Естественно определившись с током нельзя забывать и о рабочем напряжении, в мостовой схеме на транзисторах напряжение не превышает напряжение питания, или проще говоря не может быть больше 310 вольт, при питании от сети 220 вольт. Исходя из этого выбираем транзисторы с допустимым напряжением не ниже 400 вольт. Многие могут сказать, что мы поставим сразу на 1200, это мол будет надёжнее, но это не совсем так, транзисторы одного вида, но на разные напряжения могут очень сильно отличаться! Приведу пример: IGBT транзисторы фирмы IR типа IRG4PC50UD - 600В - 55А, а такие же транзисторы на 1200 вольт IRG4PH50UD - 1200В - 45А, и это ещё не все отличия, при равных токах на этих транзисторах различное падение напряжения, на первом 1,65В, а на втором 2,75В! А при токах в 20 ампер это лишние ватты потерь, мало того, это мощность которая выделяется в виде тепла, её необходимо отвести, значит нужно увеличивать радиатор почти в два раза! А это дополни -тельный не только вес, но и объём! И всё это необходимо помнить при выборе силовых транзисторов, но и это ещё только первый прикид! Следующий этап, это подбор транзисторов по рабочей частоте, в нашем случае параметры транзисторов должны сохраняться как минимум до частоты 100 кГц! Есть один маленький секрет, не все фирмы дают параметры граничной частоты для работы в резонансном режиме, обычно только для силового переключения, а это частоты, как минимум в 4 - 5 раз ниже, чем граничная частота при использовании этого же самого транзистора в резонансном режиме. Это немного расширяет район наших поисков, но и с такими параметрами имеется несколько десятков транзисторов разных фирм. Самые доступные из них, и по цене и по наличию в продаже это транзисторы фирмы IR. В основном это IGBT но есть и хорошие полевые транзисторы с допустимым напряжением 500 вольт, они хорошо работают в подобных схемах, но не очень удобны в крепеже, нет отверстия в корпусе. Я не буду рассматривать параметры включения и выключе -ния этих транзисторов, хотя это тоже очень важные параметры, коротко скажу, что для нормальной работы IGBT транзисторов необходима пауза между закрытием и открытием, чтобы завершились все процессы внутри транзистора, не менее 1,2 микросекунды! Для MOSFET транзисторов, это время не может быть менее 0,5 микросекунды! Вот собственно все требования к транзисторам, и если все они будут выполнены, то Вы получите надёжный сварочный аппарат! Исходя из всего выше изложенного - лучший выбор это транзисторы фирмы IR типа IRG4PC50UD, IRG4PH50UD, полевые транзисторы IRFPS37N50A, IRFPS40N50, IRFPS43N50K. Эти транзисторы были опробованы и показали свою надёжность и долговечность при работе в резонансном сварочном инверторе. Для маломощных преобразователей, мощность которых не превышает 2,5 кВт можно смело использовать IRFP460.
5. Описание работы и методика настройки узлов инвертора.
Переходим к электрической схеме. Задающий генератор собран на микросхеме UC3825, это один из лучших двухтактных драйверов, в нём есть всё, защита по току по напряжению, по входу, по выходу. При нормальной работе его практически нельзя сжечь! Как видно из схемы ЗГ это классический двухтактный преобразователь, трансформатор которого управляет выходным каскадом.
Настраивается ЗГ так, подаём питание и частотозадающим резистором вгоняем в диапазон 20-85кГц, нагружаем выходную обмотку трансформатора Тр3 резистором 56 Ом и смотрим форму сигнала, она должна быть такой как на рис.1

Собственно ступеньку формирует частотозадающая емкость драйвера, и при деталях указанных на схеме, это около 2мкс. На этом пока настройку ЗГ завершаем. Выходной каскад БП - полный резонансный мост, собранный на IGBT транзисторах типа IRG4PC50UD, эти транзисторы в резонансном режиме могут работать до 200кГц. В нашем случае, управление выходным током осуществляется изменением частоты ЗГ от 35кГц (максимальный ток) до 60кГц (минимальный ток), и хотя резонансный мост сложнее в изготовлении, и требует более тщательной настройки, все эти трудности с лихвой окупаются надёжной работой, высоким КПД, отсутствием динамических потерь на транзисторах, транзисторы переключаются в нуле тока, что позволяет применять минимальные радиаторы для охлаждения, ещё одно замечательное свойство резонансной схемы - это самоограничение мощности. Объясняется этот эффект просто, чем больше мы нагружаем выходной трансформатор, а он является активным элементом резонансной цепочки, тем сильнее меняется частота резонанса этой цепочки, и если процесс увеличения нагрузки происходит при постоянной частоте, возникает эффект автоматического ограничения тока протекающего через нагрузку и естественно через весь мост! Именно поэтому так важно настраивать аппарат под нагрузкой, тоесть чтобы полу -чить максимальную мощность в дуге с параметрами 150А и 22-24В, необходимо подключить к выходу аппарата эквивалентную нагрузку, это 0,14 - 0,16 Ом, и подби -рая частоту настроить резонанс, именно на этой нагрузке аппарат будет иметь максимальную мощность и максимальный КПД, и тогда даже при режиме короткого замыкания (КЗ), несмотря на то, что во внешней цепи будет протекать ток превы -шающий резонансный, напряжение упадёт практически до нуля, сответственно и мощность уменьшится, и транзисторы не войдут в режим перегрузки! И ещё, резонансная схема работает в синусоиде и наростание тока происходит тоже по синусоидальному закону, тоесть dI/dt не превышает допустимых режимов для транзисторов, и не требуются снабберы (RC цепочки) для защиты транзисторов от динамических перегрузок, или что более понятно от слишком крутых фронтов, их просто не будет вообще! Как видим вроде всё красиво и кажется, что схема защиты от перегрузки по току не нужна вообще, или нужна только в процессе настройки, не обольщайтесь, ведь регулировка тока осуществляется изменением частоты, и есть маленький участок на АЧХ, когда при КЗ возникает резонанс, в этом месте ток через транзисторы может превысить допустимый ток для них, и транзисторы естественно сгорят. И хотя специально попасть именно в этот режим достаточно сложно, но по закону подлости вполне возможно! Вот в этот момент и понадобится защита по току! Вольт - амперная характеристика резонансного моста сразу имеет падающий вид, и естественно нет необходимости искуственно её формировать! Хотя при необходи -мости угол наклона ВАХ легко регулируется резонансным дросселем. И ещё одно свойство, не рассказать о котором я не могу, и узнав о нем Вы навсегда забудете схемы с силовым переключением, которые в изобилии имеются в интернете, это чудесное свойство - возможность работы нескольких резонансных схем на одну нагрузку с максимальным КПД! Практически это дает возможность создавать сварочные (или любые другие) инверторы неограниченной мощности! Можно создавать блочные конструкции, где каждый блок будет иметь возможность самостоятельной работы, это повысит надежность всей конструкции и даст возможность легко заменять блоки при выходе их из строя, а можно одним драйвером запустить несколько силовых блоков и они все будут работать синфазно. Так сварочный аппарат, построенный мной по такому принципу, легко отдаёт в дугу 300 ампер, при весе без корпуса 5 кГ! И это только двойной набор, наращивать же мощность можно безгранично! Это было легкое отклонение от основной темы, но я надеюсь оно дало возможность понять и оценить все прелести схемы полного резонансного моста. Теперь вернёмся к настройке!
Настраивается так: подключаем ЗГ к мосту, учитывая фазы (транзисторы работают по диагонали), подаём питание 12-25В, во вторичную обмотку силового трансформатора Тр1 включаем лампочку на100Вт 12-24В, изменяя частоту ЗГ добиваемся наиболее яркого свечения лампочки, в нашем случае это 30-35кГц, это частота резонанса, далее я попы -таюсь подробно рассказать о том, как работает полный резонансный мост. Транзисторы в резонансном мосте (как и в линейном) работают по диагонали, это выглядит так, одновременно открыты левый верхний Т4 и правый нижний Т2, в это время правый верхний Т3 и левый ниж -ний Т1 закрыты. Или наоборот! В работе резонансного моста можно выделить четыре фазы. Рассмотрим, что и как происходит если частота переключения транзисторов совпадает с резонансной часто -той цепочки Др.1- Срез.- Тр.1. Допустим в первой фазе открываются транзисторы Т3, Т1, время нахождения их в открытом состоянии задаётся драйвером ЗГ, и при резонансной частоте 33кГц, составляет 14 мкс. В это время ток протекает через Срез. - Др.1 - Тр.1. Ток в этой цепи сначала возрастает от нуля до масимального значения, а затем, по мере зарядки конденсатора Срез. , уменьшается до нуля. Включенный последовательно с конденсатором резонансный дроссель Др.1 формирует синусоидальные фронты. Если последовательно с резо -нансной цепочкой включить резистор, и к нему подключить осцилло -граф можно увидеть форму тока, напоминающую полупериод синусо -иды. Во второй фазе, длящейся 2 мкс, затворы транзисторов Т1, Т3 соеденены с землёй, через резистор 56 Ом и обмотку импульсного трансформатора Тр.3, это так называемое "мёртвое время". За это время емкости затворов транзисторов Т1, Т3 полностью разряжают -ся, и транзисторы закрываются. Как видно из выше сказанного, мо -мент перехода из открытого состояния в закрытое, у тразисторов совпадает с нулём тока, ведь конденсатор Срез. уже зарядился и ток через него уже не течёт. Наступает третья фаза - открываются транзис -торы Т2,Т4. Время нахождения их в открытом состоянии 14 мкс, за это время конденсатор Срез., полностью перезаряжается, образуя второй полуперид синусоиды. Напряжение до которого перезаряжается Срез., зависит от сопротивления нагрузки во вторичной обмотке Тр.1, и чем сопротивление нагрузки меньше, тем больше напряжение на Срез. При нагрузке 0,15 Ом, напряжение на резонансном конденсаторе может достигать значения 3кВ. Четвёртая фаза начинается, как и вторая, в тот момент, когда коллекторный ток транзисторов Т2,Т4 уменьшается до нуля. Эта фаза также длится 2 мкс. Транзисторы закрываются. Далее всё повторяется. Вторая и четвёртая фазы работы, необходимы для того, чтобы транзисторы в плечах моста успели закрыться до того, как откроется следующая пара, если время второй и четвертой фаз, будет меньше времени необходимого для полного закрытия выбранных тран -зисторов, возникнет импульс сквозного тока, практически КЗ по высоко -му напряжению, при этом последствия легко предсказуемы, обычно выгорает полностью плечо (верхний и нижний транзисторы), плюс сило -вой мостик, плюс пробки у соседа! :-))). Для транзисторов, применённых в моей схеме, "мертвое время" должно быть не менее 1,2 мкс, но учиты -вая разброс параметров, я сознательно увеличил его до 2 мкс. Следует помнить ещё одну весьма важную вещь, все элементы резонансного моста оказывают влияние на частоту резонанса и при замене любого из них, будь то конденсатор, дроссель, трансформатор или транзисторы, для получения максимального КПД, необходимо заново настроить резонансную частоту! На схеме я привёл величины индуктивностей, но это не значит, что поставив дроссель или трасформатор другой конструкции, имеющий такую индуктивность, Вы полу -чите обещанные параметры. Лучше сделать, как я рекомендую. Будет дешевле!
Как работает резонансный мост, в общих чертах, вроде стало понятно, теперь разберемся какую, и достаточно важную функцию выполняет резонансный дроссель Др.1
Если при первой регулировке резонанс окажется намного ниже чем 30 кГц, не пугайтесь! Просто ферритовый сердечник Др1., немного другой, это легко корректируется увеличением немагнитного зазора, ниже подробно описан процесс настройки и нюансы конструкции резонансного дросселя Др.1. Самым важным элементом резонансной схемы является резонансный дроссель Др.1, от качества его изготовления зависит мощность отдаваемая инвертором в нагрузку и частота резонанса всего преобразователя! В процес -се предварительной настройки закрепите дроссель так, чтобы его можно было снять и разобрать, для увеличения или уменьшения зазора. Всё дело в том, что ферритовые сердечники применённые мной всегда разные, и каждый раз приходится подстраивать дроссель изменением толщины немагнитного зазора! В моей практике, чтобы получить идентичные выходные параметры, приходилось менять зазоры от 0,2 до 0,8мм! Начинать лучше с 0,1мм, нахо -дить резорнанс и одновременно замерять выходную мощность, если резо -нансная частота ниже 20кГц, и выходной ток при этом не превышает 50-70А, то можно смело увеличивать зазор в 2- 2,5 раза! Все регулировки в дросселе производить только изменением толщины немагнитного зазора! Число витков не менять! В качестве прокладок применять только бумагу или картон, никогда не применять синтетические плёнки, они ведут себя не предсказуемо, могут расплавиться или вообще сгореть! При параметрах указанных на схеме индуктивность дросселя должна быть примерно 88-90мкГ, это при зазоре 0,6 мм, 12 витках провода ПЭТВ2 диаметром 2,24мм. Ещё раз повторюсь, вгонять параметры можно только изменяя толщину зазора! Оптимальная частота резонанса для ферритов с проницаемостью 2000НМ лежит в диапазоне 30-35 кГц, но это не значит, что они не будут работать ниже или выше, просто потери будут немного другие. Сердечник дросселя нельзя стягивать металлической скобой, в районе зазора металл скобы будет сильно нагреваться! Дальше - резонансный конденсатор, не менее важная деталь! В первых конструкциях я ставил К73 -16В, но их надо минимум 10 штук, и конструкция получается достаточно громоздкая, хотя довольно надёжная. Сейчас появились импортные конденсаторы фирмы WIMA MKP10, 0,22x1000V - это специальные конденсаторы для больших токов, работают очень надёжно, я их ставлю всего 4 штуки, места практически не занимают и не греются вообще! Можно применить конденсаторы типа К78-2 0,15х1000В, их понадобится 6 штук. Соединяются в два блока по три параллельно, получается 0,225х2000В. Работают нормально, почти не греются.
Ну вот вроде разобрались, можно переходить к дальнейшей настройке.
Меняем лампу на более мощную и на напряжение 110В, и всё повторяем сначала, постепенно поднимая напряжение до 220 вольт. Если всё работает, отключаем лампу, подключаем силовые диоды и дроссель Др.2. К выходу аппарата подключаем реостат сопротивлением 1Ом х 1кВт и всё повторяем сначала измеряя напряжение на нагрузке подгоняем частоту к резонансу, в этот момент на реостате будет максимальное напряжение, при изменение частоты в любую сторону, напряжение уменьшается! Если всё правильно собрано то максимальное напряжение на нагрузке будет около 40В. Сответственно ток в нагрузке около 40А. Не трудно посчитать мощность 40х40, получаем 1600Вт, далее уменьшая сопротивление нагрузки, частотозадающим резистором подстраиваем резонанс, мах ток можно получить только на резонансной частоте, для этого подключаем вольтметр параллельно нагрузке и изменяя частоту ЗГ находим мах напряжения. Расчёт резонансных цепей подробно описан в (6). В этот момент можно посмотреть форму напряжения на резонансном конденсаторе, должна быть правильная синусоида амплитудой до 1000 вольт. При уменьшении сопротивления нагрузки (увеличении мощности), амплитуда увеличивается до 3кВ, но форма напряжения должна оставаться синусоидальной! Это важно, если возникает треугольник, это значит, что пробита ёмкость или замкнула обмотка резонансного дросселя, и то и другое не желательно! При номиналах указанных на схеме резонанс будет около 30-35кгц (сильно зависит от проницаемости феррита). Ещё одна важная деталь, для получения максимального тока в дуге, нужно настраивать резонанс при максимальной нагрузке, в нашем случае, для получения тока в дуге 150А, нагрузка при настройке должна быть 0,14ом! (Это важно!). Напряжение на нагрузке, при настройке мах тока должно быть 22 -24В, это нормальное напряжение горения дуги! Соответственно мощность в дуге будет 150х24=3600Вт, этого достаточно для нормольного горения электрода диаметром 3-3,6мм. Сварить можно практически любую железку, я сваривал рельсы!
Регулировка выходного тока осуществляется изменением частоты ЗГ.
При повышении частоты происходит следующее, во первых: изменяется отношение длительности импульса к паузе (ступеньке); во вторых: преобразователь выходит из резонанса; и дроссель из резонансного превращается в дроссель рассеяния, тоесть его сопротивление напрямую становится зависимым от частоты, чем больше частота - тем больше индуктивное сопротивление дросселя. Естественно всё это приводит к уменьшению тока через выходной трансформатор, в нашем случае изменение частоты с 30кГц до 57 кГц, вызывает изменение тока в дуге от 160А до 25А,т.е. в 6 раз! Если частоту менять автоматически то можно управлять током дуги в процессе сварки, на этом принципе реализован режим "горячий старт", его суть в том, что при любых значениях сварочного тока, первые 0,3с ток будет максимальный! Это даёт возможность легко зажигать и поддерживать дугу на малых токах. Режим тепловой защиты также организован на автоматическом увеличении частоты при достижении критической температуры, что естественно вызывает плавное уменьшение сварочного тока до минимального значения без резкого выключения! Это важно, так как не образуется кратер, как от резкого прерывания дуги! Но в общем то без этих примочек можно и обойтись, всё работает достаточно устойчиво, и если работать без фанатизма то аппарат не нагревается более 45 градусов С, и дуга при любых режимах зажигается легко. Далее рассмотрим схему защиты от перегрузки по току, как было сказано выше она нужна только в момент настройки и в момент совпадения режима КЗ с резонансом, если в этом режиме залипнет электрод! Как видно она собрана на 561ЛА7, схема представляет собой своеобразную линию задержки, задержка на включение 4мкс, на выключение 20мс, задержка на включение необходима для зажигания дуги в любом режиме, даже когда режим КЗ совпадает с резонансом! Схема защиты настроена на мах ток в первичной цепи, около 30А, во время настройки лучше уменьшить ток защиты до 10-15А, для этого в схеме защиты вместо резистора 6к поставить 15к. Если всё работает попытаться зажечь дугу на какой нибудь скрепке. Ниже я попытаюсь объяснить почему приведенная схема защиты не эффектив -на в момент штатной работы, дело в том, что максимальный ток протекающий в первичной обмотке силового трансформатора полностью зависит только от конструкции резонансного дросселя, точнее от зазора в магнитном сердечнике этого дросселя, и чтобы мы не делали во вторичной обмотке, ток в первичной не может превысить максимальный ток резонансной цепочки! Отсюда вывод -защита настроенная на максимальный ток в первичной обмотке силового тр-ра может сработать только в момент резонананса, но зачем она нам в этот момент нужна? Только чтобы не перегрузить транзисторы в момент, когда режим КЗ совпадает с резонансом, и естественно на тот случай, если допустить, что сгорит одновременно резононсная цепочка и силовой трансформатор, то конечно такая защита необходима, собственно для этого я её и включил в схему с самого начала, когда проводил эксперименты с разными транзисторами и различными конструкциями дросселей, трансформаторов, конденсаторов. И зная пытливый ум наших людей, которые не поверят тому, что написано, и будут мотать свои тр - ры, дроссели, ставить все подряд конденсаторы, я её оставил, думаю не напрасно! :-))) Есть ещё один важный нюанс, как бы Вы не настраивали защиту, условие одно, на 9 ножку микросхемы Uc3825, не должно приходить плавно возрастающее напряжение, только быстрый фронт от 0,до +3(5)В, понимание этого, мне стоило нескольких силовых транзисторов! И ещё один совет:
- начинать настройку лучше, если в резонансном дросселе не будет зазора, это сразу ограничит ток КЗ в выходной обмотке на уровне 40 - 60А, а потом постепенно увеличивать зазор и соответственно выходной ток! Не забывая каждый раз подстраивать резонанс, с увеличением зазора он будет уходить в сторону увеличения частоты!
Ниже приведены схемы температурной защиты рис.2, горячего старта и стабилизатора горения дуги рис.3, хотя в последних разработках я их не ставлю и в качестве термозащиты приклеиваю на диоды и в обмотку силового трансформатора термовыключатели на 80°-100°С, соединяю их все последовательно, и выключаю дополнительным релле высокое напряжение, просто и надёжно! А дуга, при 62В на XX, зажигается достаточно легко и мягко, но включение схемы "горячего старта" позволяет избежать режима КЗ - резонанс! О нём говорилось выше.

Это классическая схема "горячего старта" и антипригара, работает так -меряет напряжение на выходе и включается только в момент когда горит дуга, тоесть в промежутке 10 -28В, в этот момент в дугу подается ток который Вы установили регулятором, в остальное время, в момент поджига или когда срывается большая капля расплавленного металла и пытается приварить электрод, ток автоматически увеличивается, либо до максимального, либо до заранее выбранного в процессе проэктирования. Обычно сверху дают 50% превышение, устанавливаемое резистором R, включённым параллельно с оптроном. Время на которое включается повышенный ток, задаётся ёмкостью конденсатора С. Дерзайте, пробуйте! Я потратил три месяца на эксперименты, потом плюнул, взял ручку и всё пересчитал на бумаге, все мощности, все режимы, все паузы необходимыё для работы транзисторов, ещё раз плюнул, и сочинил свою схему! Естественно учтя все свои наработки! В книге я не привожу формул и вычислений, я даю готовую отработанную схему, и если всё сделать так как написано, 100% аппарат будет работать! Хочу обратить внимание только на одну но весьма важную деталь, я применял ферриты отечественного производителя (Белоцерковские), их нужно проверять, примерно 50% проницаемость не соответствует нормам, подобрать сердечники с одинаковой проницаемость не сложно, нужен обыкновенный омметр, сопротивление феррита марки 2000НМ около 10кОм, если больше то это другой феррит! Соответственно все намоточные данные будут другими, но допустимый разброс плюс-минус 5кОм, но желательно, чтобы пары были максимально одинаковыми! Хорошо работают ферриты 2500НМС аналогичного сечения, моточные данные можно не менять. Как показали многочисленные испытания, силовой транс -форматор можно мотать на самых различных сердечниках - Ш-образных, П,Г-образ -ных, наборах колец. Главное условие - это проницаемость не ниже 2000НМ и не более 3000НМС, и достаточное сечение - не менее 700 мм кв! При таких допусках количество витков можно не менять, результаты будут приемлемые. Изделие моё работает уже 2 года, в любых условиях, зимой (-20С), летом (+40С), пробовал варить сталь от 0,8мм до 15мм, проблем не было. И ещё, при разводке печатных плат необходимо учитывать паразитные индуктивности, тоесть к затворам должны идти проводники минимальной длинны, в затворах силовых транзисторов обязательно ставить двуханодные стабилитроны типа КС213, без них всё выгорит в момент, трансформатор Тр.3 ставить в непосредственной близости от силовых транзисторов, транзисторы не ставить на изолирующие прокладки, лучше изолировать радиаторы друг от друга, я брал радиатор от ПЕНТИУМА, разрезал его на три части, склеивал эпоксидкой, получался единый блок из трёх изолированных частей, естественно с вентилятором, площадь около 600см2, этого с головой хватает даже при работе на мах токе, выходные диоды садил на такой же радиатор (только цельный) и тоже с вентилятором, они греются сильнее, но их допустимая температура 170 градусов! Времени пока меняешь электрод достаточно, чтобы остыли, я замерял температуру термопарой, в самом тяжелом режиме намерял около 105 градусов, учитывая тепловое сопротивление кристалл-корпус, это 125-130 градусов на кристалле, что вполне допустимо! Далее, резонансный дроссель мотать так, чтобы был воздушный зазор между витками, иначе моментальный пробой и КЗ между витками, это правда ничем страшным не грозит, просто резко падает выходная мощность, можно мотать через толстую нитку. Конструктивно трансформатор и оба дросселя выполнены так: склеивается каркас из тонкого стеклотекстолита (без щёчек) надевается на оправку и мотается, витки скрепляются эпоксидкой, резонансный дроссель немного греется, силовой трансформатор тоже (всётаки 160А), лучше ставить в лёгкий обдув, я намерял около 65 градусов! Вместо запускающего релле у меня в первом аппарате стоял тиристор, но на работе это никак не сказывается, тиристор правда не щёлкал :-). Реле запускается одним витком на силовом трансформаторе, это гдето 12В, следовательно из этого и исходить, 12В- срабатывание, 30А - 250ВАС коммутация!
Ниже показаны графики полученные мной на балластном реостате сопротивлением 1,1 Ом, и мощностью 5 кВт.
Зелёным цветом показана динамическая ВАХ электрической дуги в воздухе.

6. Новые разработки и описание их работы.
Здесь приведены схемы моих последних разработок и комментарии к ним.
На рис.5 приведенна схема сварочного инвертора с изменённой схемой блока защиты, в качестве датчика тока применён датчик Холла типа Ss495, этот датчик имеет линейную зависимость выходного напряжения от силы магнитного поля, и вставленный в распиленное кольцо из пермаллоя, позволяет измерять токи до 100 ампер. Через кольцо пропускается провод, цепь которого нуждается в защите, и при достижении предельно допустимого тока в этой цепи, схема даст команду на отключение. В моей схеме при достижении максимально допустимого тока, в защищаемой цепи, блокируется задающий генератор. Я пропускал через кольцо плюсовой провод высокого напряжения (+310В) тем самым ограничивая ток всего моста на уровне 20 - 25А. Для того, чтобы дуга зажигалась легко и схема защиты не давала ложных отключений, после датчика Холла введена RC цепочка, изменяя параметры которой можно установить задержку на выклю -чение силового блока. Вот собственно и все изменения, как видно силовую часть я практически не изменял, она оказалась весьма надёжной, уменьшил только входную ёмкость с 1000 до 470мкф, но это уже предел, меньше ставить не стоит. А без этой ёмкости вообще не рекомендую включать устройство, возникают высоковольтные выбросы и может выгореть входной мостик, со всеми вытека -ющими последствиями! Параллельно среднему диоду рекомендую поставить трансил 1,5КЕ250СА, в параллельных диодам RC цепочках, увеличить мощность резисторов до 5 Вт. Изменена система запуска, теперь она же является защитой от длительного режима КЗ, при залипании электрода, конденсатор включенный параллельно релле, задаёт задержку на отключение. Если на выходе стоит по одному силовому диоду 150EBU04 в плече, то я рекомендую не ставить больше 50mF, и хотя задержка будет всего несколько десятков милисекунд, этого вполне достаточно для поджига дуги и диоды не успевают сгореть! При включении двух диодов параллельно, можно увеличить емкость до 470mF, соответственно задержка увеличится до нескольких секунд! Работает система запуска так, при подключении к сети переменного тока, RC цепочка, состоящая из конденсатора ёмкостью 4mF и резистора сопротивлением 4-6 Ом, ограничивает входной ток на уровне 0,3А, основная ёмкость 470гт^х350у, медленно заряжается и естественно выходное напряжение повышается, как только на выходе напряжение достигает примерно 40В, срабатывает запускающее релле, замыкая своими контактами RC цепочку, после этого напряжение на выходе поднимается до 62В. Но любое релле обладает интересным свойством, срабатывает при одном токе, а отпускает якорь при другом токе. Обычно это соотношение 5/1, чтобы было понятней, если релле включилось при токе 5mA, то отключится при токе 1mA. Сопротивление включённое последовательно с релле, подобрано так, что включение происходит при 40В, а отключение при 10В. Так как цепочка релле - резистор, включена параллельно дуге, а как мы знаем дуга горит в диапазоне 18 - 28В, то и релле находится во включенном состоянии, если на выходе возникает КЗ (залипание электрода), то напряжение резко падает до 3-5В, учитывая падение на кабелях и электроде. При таком напряжении релле не может больше удерживаться во включенном состоянии и размыкает силовую цепь, включается RC - цепочка, но пока сохраняется режим КЗ в выходной цепи силовое релле будет разомкнуто. После устранения режима КЗ, напряжение на выходе начинает повышаться, срабатывает силовое релле и аппарат снова готов к работе, весь это процесс занимает 1-2 секунды, и практически не заметен, и оторвав электрод, можно сразу приступать к новым попыткам зажечь дугу. :-))) Обычно дуга плохо зажига -ется, если неправильно выбран ток, сырые или некачественные электроды, обсыпалась обмазка. И вообще следует помнить, что сварка на постоянном токе, если напряжение ХХ не превышает 65В требует идеально сухих электродов! Обычно на упаковке электродов пишут напряжение ХХ для сварки на постоянном токе при котором должен стабильно гореть электрод! Для АНО21 напряжение ХХ должно быть больше 50 Вольт! Но это для прокаленных электродов! А если они хранились годами в сыром подвале, то естественно гореть будут плохо, и лучше если напряжение ХХ будет выше. При 14 витках в первичной обмотке, напряжение ХХ около 66В. При таком напряжении большинство электродов горит нормально. Ещё для уменьшения веса, вместо трансформатора на 15В , применён преобразователь на микросхеме IR53HD420, это очень надёжная микросхема, и на ней легко создать блок питания мощностью до 50Вт. Трансформатор в БП намотан в чашке Б22 - 2000НМ, первичная обмотка 60 витков, провод ПЭВ-2, диаметром 0,3мм, вторичная 7+7 витков, проводом диаметром 0,7мм. Частота преобразования 100 -120кГц, рекомендую ставить в качестве частотозадающего резистора подстроечник, чтобы в случае возникновения биений с силовым блоком иметь возможность изменить частоту! Возникновение биений - смерть аппарата! На Рис.6 показана конструкция резонансного и выходного дросселя. На Рис.7 показана конструкция силового блока, такой себе "слоёный пирог", это для ленивых :-)))
Рис.8 -11 разводка блока управления, для тех кому вообще всё в лом :-))). Хотя разобраться, что и куда ведёт, необходимо!
Рис.12 система мягкого поджига, очень эффективна при работе на малых токах. Не зажечь дугу практически не возможно, просто ставишь электрод на металл, и постепенно начинаешь отводить, возникает малоамперная дуга, она не может приварить электрод, не хватает мощности, но горит и тянется отлично, зажигается как спичка, очень красиво! Ну а когда загорелась эта дуга, парал -лельно подключается силовая, если вдруг электрод залип, то мгновенно отключается силовой ток, остаётся только ток поджига. И пока не загорится дуга, силовой ток не включается! Советую поставить, дуга будет при любых условиях, силовой блок не перегружается и всегда работает в оптимальном режиме, токи КЗ практически исключаются! Блок управления силовой дугой показан на Рис.13. Работает так - меряет напряжение на выходном резисторе системы поджига, и даёт сигнал на запуск силового блока только в диапазоне напряжений 55 - 25V, тоесть только в тот момент когда горит дуга! Схема абсолютно автономная, но при несложной доработке, её можно использовать одновременно как блок питания (12V) для схемы управления, мощность этого преобразователя не более 200Вт. На транзисторы и диоды необходимо поставить радиаторы. Выходные ёмкости и выходной дроссель в силовом блоке, при подключении "МП", вообще исключить. На Рис.14 показана полная схема сварочного инвертора с системоймягкого поджига.

Конструкция дросселя Др.1 и др.2

Конструкция силового трансформатора
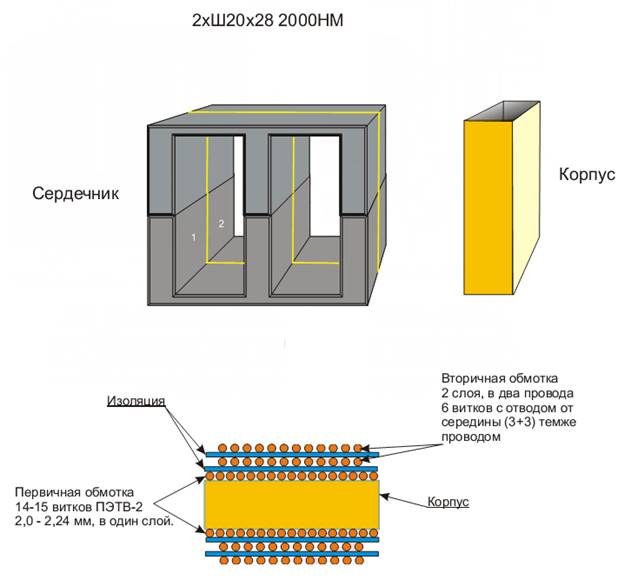
Рис.7
Конструкция силового модуля (моста), фазы разборки. Размеры 1:1.

Все размеры 1:1

Схема горячего старта обведена прямоугольником

Схема мягкого поджига

Рабочая схема одного из вариантов "Мягкого поджига".

Различные схемы управления силовым блоком


7. Заключение
В заключении хочу коротко отметить главные моменты о которых нужно помнить при конструировании мощного резонансного сварочного инвертора:
а) полностью исключить ШИМ, для этого необходимо стабилизированное
напряжение питания задающего генератора, никаких изменяющихся
напряжений на входы усилителя "ошибки"(1,3), минимальное время
"плавного запуска" задаётся ёмкостью на (8), блокировку микросхемы (9)
производить только резким перепадом напряжения, лучше всего логи -
ческим из 0 в +5В с крутым фронтом наростания, включение таким же
логическим спадом от +5В в 0;
б) в затворах силовых транзисторов обязательно ставить двуханодные
стабилитроны типа КС213;
в) управляющий трансформатор размещать в непосредственной близости
от силовых транзисторов, провода идущие к затворам скручивать парами;
г) при разводке платы силового моста, помнить, что по дорожкам будут
протекать значительные токи (до 25А), поэтому шину (-) и шину (+),
а также шины подключения резонансной цепи, необходимо сделать как можно шире, а медь залудить;
д) все силовые цепи должны иметь надёжные соединения, лучше всего
их пропаять, плохой контакт, при токах больше 100А, может привести к
расплавлению и возгоранию внутренних частей аппарата;
е) провод подключения к сети должен иметь достаточное сечение 1,5 - 2,5
мм кв;
ж) на входе обязательно ставить предохранитель на 25А, можно поставить
автомат;
з) все высоковольтные цепи должны быть надёжно изолированны от корпуса
и выхода;
и) резонансный дроссель не стягивать металлической скобой, и не накрывать
сплошным металлическим кожухом;
к) необходимо помнить, что на силовых элементах схемы выделяется
значительное количество тепла, это необходимо учитывать при размеще -нии деталей в корпусе, необходимо предусмотреть систему вентиляции;
л) параллельно выходным силовым диодам обязательно ставить защитные RC - цепочки, они защищают выходные диоды от пробоя по напряжению;
м) никогда не ставить в качестве резонансного конденсатора всякий мусор, это может привести к весьма плачевным результатам, только те типы которые обозначены на схеме, это К73-16В (0,1х1600В) или WIMA MKP10 (0,22х1000В), К78-2 (0,15х1000В) включив их последовательно -параллельно.
Строгое соблюдение всех выше перечисленных пунктов обеспечит 100% успех и Вашу безопасность. Необходимо всегда помнить - силовая электроника не прощает ошибок!
8. Принципиальные схемы и описание работы, инвертора с дросселем рассеяния.
Один из способов создания падающей вольт - амперной характеристики у сварочного аппарата, это применение дросселя рассеяния. По такой схеме построен аппарат "Форсаж". Это, чтото среднее между обыкновенным мостом, ток в котором управляется ШИМом, и резонансным, управляемым изменением частоты. Я постараюсь осветить все плюсы и минусы такого построения сварочного инвер -тора. Начнём с плюсов: а) регулировка тока - частотная, при повышении частоты ток уменьшается. Это даёт возможность регулировки тока в автоматическом режи -ме, легко строится система "горячего старта".
б) падающая ВАХ формируется дросселем рассеяния, такое построение более надёжное, чем параметрическая стабилизация при ШИМ, и более быстрая, нет задержки на включение активных элементов. Простота и надёжность!
Пожалуй это все плюсы. :-(
Теперь о минусах, их тоже не много:
а) транзисторы работают в линейном режиме переключения;
б) для защиты транзисторов требуются снабберы;
в) узкий диапазон регулировки тока;
г) низкие частоты преобразования, обусловлены параметрами силового
переключения транзисторов;
но они довольно существенны, и требуют своих методов их компенсации. Разберём работу инвертора построенного по такому принципу см. Рис. 17 Как видим его схема практически не отличается от схемы резонансного инвертора, изменены только параметры LC цепочки в диагонали моста, введены снабберы для защиты транзисторов, уменьшены сопротивления резисторов включенных параллельно затворным обмоткам задающего трансформатора, увеличена мощность этого трансформатора. Рассмотрим LC цепочку включенную последовательно с силовым трансформатором, емкость конденсатора С, увеличена до 22 мк^ сейчас он работает как симметрирую -щий конденсатор, не дающий намагнититься сердечнику. От параметров дросселя L полностью зависит ток КЗ преобразователя, диапазон регулировки мощности, часто -та преобразования инвертора. При частотах преобразования аппарата "Форсаж 125," а это 10 - 50 кГц, индуктивность дросселя составляет 70 мкГ, на частоте 10 кГц сопротивление такого дросселя 4,4 Ом, следовательно ток КЗ, через первичную цепь, будет 50 ампер! Но не более! :-) Для транзисторов это конечно многовато, поэтому в "Форсаже" применена двухступенчатая защита от перегрузки по току, ограничивающая ток КЗ на уровне 20-25 ампер. ВАХ такого преобразователя представляет собой круто падающую прямую, линейно зависящую от выходного тока.
При увеличении частоты, реактивное сопротивление дросселя возростает, следова -тельно происходит ограничение тока протекающего через первичную обмотку выходного трансформатора, выходной ток линейно уменьшается. Недостатком такой системы регулировки тока, является то, что форма тока с увеличением частоты становится похожа на треугольник, а это увеличивает динамические потери, и на транзисторах выделяется лишнее тепло, но учитывая то, что общая мощность понижается, и ток через транзисторы тоже понижается, этими величинами можно принебречь.
Практически, самым существенным недостатком, схемы инвертора с дросселем рассеяния, является работа транзисторов в режиме линейного (силового) переклю -чения тока. Такое переключение, предъявляет повышенные требования к драйверу управляющему этими транзисторами. Лучше всего применять драйверы на микро -схемах фирмы IR, которые непосредственно предназначены для управления верхними и нижними ключами мостового преобразователя. Они выдают чёткие импульсы в затворы управляемых транзисторов, и в отличие от трансформаторной системы управления, не требуют много мощности. Но трансформаторная система образует гальваническую развязку, и в случае выхода из строя силовых транзисто -ров, схема управления сохраняет свою работоспособность! Это неоспоримое преи -мущество не только с экономической стороны построения сварочного инвертора, но и со стороны простоты и надёжности. На Рис.18 Приведена схема БУ инвертора с драйверами, а на Рис.17 , с управлением через импульсный трансформатор. Выходной ток регулируется изменением частоты от 10кГц (Imax) до 50кГц(1т1п). Если поставить более высокочастотные транзисторы, то диапазон регулировок тока можно немного расширить.
При построении инвертора такого типа, необходимо учитывать точно такие же условия, как и при построении резонансного преобразователя, плюс все особенности построения преобразователя работающего в режиме линейного перключения. Это: жёсткая стабилизация напряжения питания задающего блока, режим возникновения ШИМ - недопустим! И все остальные особенности перечисленные в п.7 на стр.31. Если вместо управляющего трансформатора применяются драйверы на микросхе -мах, всегда помнить, что минус низковольтного питания будет соединён с сетью, и принять дополнительные меры безопасности!


9. Конструктивные и схемные решения предложенные и опробованные моими друзьями и последователями.
1. Силовой трансформатор намотан на одном сердечнике типа Ш20х28 2500НМС,
первичная обмотка 15 витков, провод ПЭТВ-2, диаметр - 2,24мм. Вторичная 3+3 витка
провод 2,24 в четыре провода, общее сечение 15,7мм кв.
Работает хорошо, обмотки практически не греются даже на больших токах, спокойно отдаёт в дугу более 160А! Но греется сам сердечник, примерно до 95 градусов, нужно ставить в обдув. Но зато выигрывается вес (0,5кГ) и освобождается объём!
2. Вторичная обмотка силового трансформатора мотается медной лентой 38х0,5мм,
сердечник 2Ш20х28, первичная обмотка 14 витков, провода ПЭВ-2, диаметром 2,12.
Работает замечательно, напряжение ХХ около 66В, греется до 60 градусов.
3. Выходной дроссель намотан на одном Ш20х28, 7 витков многожильного медного провода, сечением от 10 до 20мм кв, на работе никак не сказывается. Зазор 1,5 мм, индуктивность 12мкГ.
4. Резонансный дроссель - намотан на одном Ш20х28, 2000НМ, 11 витков, провод ПЭТВ2, диаметром 2,24. Зазор 0,5мм. Частота резонанса 37кГц.
Работает хорошо.
5. Вместо Uc3825, применена 1156ЕУ2.
Работает отлично.
6. Входная ёмкость варьировалась от 470мкФ до 2000мкФ. Если не меняется зазор
в резонансном дросселе, то с увеличением ёмкости входного конденсатора, пропор -ционально растёт мощность, отдаваемая в дугу.
7. Была полностью исключена защита по току. Аппарат работает уже почти год и
сгорать не собирается.
Это усовершенствование упростило схему до полного бестыдства. Но применение защиты от длительного КЗ и системы "горячий старт"+ "антипригар" практически полностью исключают возникновение перегрузки по току.
8. Выходные транзисторы поставлены на один радиатор через силиконо-керамические
прокладки, типа "НОМАКОН".
Работают отлично.
9. Вместо 150EBU04 ставились по два параллельно 85EPF06.
Работает отлично.
10. Изменена система регулировки тока, преобразователь работает на резонансной
частоте, а регулировка выходного тока осуществляется изменением длительности
управляющих импульсов.
Проверил, работает отлично! Ток регулируется практически от 0 и до мах! Схема аппарата с такой регулировкой представлена на рис.21.
11. Схема повышения выходного напряжения

Схема представленная на Рис.19 удваивает выходное напряжение. Удвоенное напряжение подаётся параллельно дуге. Такое включение облегчает поджиг на всех режимах работы, повышает стабильность дуги (дуга легко тянется до 2 см), улучшает качество сварного шва, можно варить электродами большого диаметра на малых токах, при этом не перегревая свариваемую деталь. Позволяет легко дозировать количество наплавляемого металла, при отводе электрода дуга не гаснет, но ток резко уменьшается. При повышенном напряжении легко зажигаются и горят электроды всех марок. При сварке тонкими электродами (1,0 - 2,5 мм) на малых токах достигается идеальное качество сварного шва, даже у "чайников". Мне удавалось четвёркой приварить лист толщиной 0,8мм к уголку толщиной 5мм (52х52). Напряжение ХХ без удвоения было 56В, с удвоителем 110В. Ток удвоителя ограничивается конденса -торами 0,22х630В типа К78-2, на уровне 4 - 5 Ампер в режиме дуги, и до 10А при КЗ. Как видим пришлось добавить ещё два диода для запускающего релле, при таком включении оно также является защитой от режима длительного КЗ, как и в схеме на Рис.5. Выходной дроссель Др.2 оказался не нужен, а это 0,5кГ! Дуга горит устойчиво! Оригинальность данной схемы заключается в том, что фаза удвоенного напряжения повёрнута на 180 градусов относительно силового, поэтому высокое напряжение после разряда выходных конденсаторов не блокирует силовые диоды, а заполняет удвоенным напряжением промежутки между импульсами. Именно этот эффект повышает стабильность дуги и улучшает качество шва!
Похожие схемы ставят итальянцы в промышленные переносные инверторы. Работает замечательно!
На Рис.20 показана схема сварочного инвертора с самой совершенной кон -фигурацией. Простота и надёжность, минимум деталей, ниже приведены его техни -ческие характеристики.
1. Напряжение питания
2. Ток в дуге
3. Ток потребляемый от сети
4. Напряжение XX
5. Вес без корпуса менее 210-240В 20 - 200А
8 - 22А
110В
2,5кГ
Как видим, схема на Рис.20 не сильно отличается от схемы на Рис.5. Но это полностью законченная схема, она практически не нуждается в дополнительных системах поджига и стабилизации горения дуги. Применение удвоителя выходного напряжения позволило исключить выходной дроссель, увеличить выходной ток до 200А и на порядок улучшить качество сварных швов на всех режимах работы, от 20А до 200А. Дуга зажигается очень легко и приятно, устойчиво горят электроды почти всех типов. При сварке нержавеющих сталей, качество шва сделанного электродом, не уступает сварному шву сделанному в аргоне! Все моточные данные аналогичны предыдущим конструкциям, только в силовом трансформаторе можно мотать первичную обмотку 17-18 витков, проводом 2,0-2,12 ПЭТВ-2 или ПЭВ-2. Сейчас нет смысла повышать выходное напряжение трансфор -матора, для отличной работы достаточно 50-55В, всё остальное сделает удвоитель. Резонансный дроссель точно такой конструкции, как в предыдущих схемах, только имеет увеличенный немагнитный зазор (подбирается экспериментально, ориентиро -вочно 0,6 - 0,8мм). Уважаемые читатели, вашему вниманию предложено несколько схем, но фактически это одна и таже силовая установка с различными дополнениями и усовершенствованиями. Все схемы были многократно испытаны и показали высокую надёжность, неприхотливость и отличные результаты при работе в различных климатических условиях. Для изготовления сварочного аппарата Вы можете взять любую из приведенных схем, воспользоваться предложенными изменениями и создать аппарат полностью удовлетворяющий Ваши требования. Практически ничего не меняя, только увеличивая или уменьшая зазор в резонан¬сном дросселе, увеличивая или уменьшая радиаторы на выходных диодах и транзисторах, увеличивая или уменьшая мощность охладителя, Вы можете получить целую серию сварочных аппаратов, с максимальным выходным током от 100А до 250А и ПВ=100%. ПВ зависит только от системы охлаждения, и чем мощнее применяемые вентиляторы и больше площадь радиаторов, тем дольше сможет работать Ваш аппарат в непрерывном режиме при максимальном токе! Но увеличение радиаторов влечёт за собой увеличение размеров и веса всей конструкции, поэтому прежде чем приступить к изготовлению сварочного аппа -рата всегда нужно сесть и подумать для каких целей он Вам будет нужен! Как показала практика, ничего супер сложного в конструировании сварочного инвертора с использованием резонансного моста нет. Именно применение для этой цели резонансной схемы, позволяет на 100% избежать проблем связан -ных с монтажем силовых цепей, а при изготовлении силового прибора в до -машних условиях эти проблемы возникают всегда! Резонансная схема решает их автоматически, сохраняя и продляя жизнь силовым транзисторам и диодам!

10. Инвертор с Фазовой регулировкой выходного тока
Схема представленная на Рис.21 наиболее привлекательна с моей точки зрения. Испытания показали высокую надёжность такого преобразователя. В этой схеме полностью использованы преимущества резонансного преобразователя, так как частота не меняется, выключение силовых ключей происходит всегда в нуле тока, а это важный момент с точки зрения управляемости ключей. Регулировка тока осуществляется изменением длительности импульсов управления. Такое схемное решение позволяет изменять выходной ток практичес -ки от 0 и до максимального значения (200А). Шкала регулировки полностью линей -ная! Изменение длительности управляющих импульсов достигается путём подачи изменяющегося напряжения в диапазоне 3-4В на 8 ножку микросхемы Uc3825. Изменение напряжения на этой ножке с 4В до 3В даёт плавное изменение длитель¬ности цикла от 50% до 0%! Регулировка тока таким способом, позволяет избе -жать такого неприятного явления, как совпадение резонанса с режимом КЗ, возмож -ного при частотном регулировавнии. Следовательно исключается ещё один возмож -ный режим перегрузки! Как следствие, можно вообще убрать схему защиты по току, единожды настроив максимальный выходной ток зазором в резонансном дросселе.

Настраивается аппарат точно так, как и все предыдущие модели. Единственное, что необходимо сделать, это перед началом настройки выставить максимальную дли -тельность цикла, установив на 8 ножке напряжение 4В, если этого не сделать, то резонанс будет смещён, и на максимальной мощности точка переключения ключей может не совпадать с нулём тока. При больших отклонениях, это может привести к динамической перегрузке силовых транзисторов, их перегреву и выходу из строя. Применение удвоителя напряжения на выходе даёт возможность уменьшить нагрузку на сердечник, увеличив количество витков первичной обмотки до 20. Выходное напряжение ХХ при этом получается 46,5В, соответственно после удвои -теля 93В, что отвечает всем нормам безопасности для инверторных сварочных источников! Понижение выходного напряжения силового блока позволяет использо¬вать более низковольтные (более дешёвые) выходные диоды. Можно смело ставить 150EBU02 или BYV255V200. Ниже приведены моточные данные моего сварочного инвертора последней модели. Тр.1 Провод ПЭВ-2, диаметр 1,81мм, количество витков -20. Вторичная обмотка 3+3, 16мм кв, мотается в 4 провода диаметром 2,24. Конструкция аналогична предыдущим. Сердечник Е65, №87 фирмы ЭПКОС. Наш приблизительный аналог 20х28, 2200НМС. Сердечник один! Др.1 10 витков, ПЭТВ-2 диаметром 2,24мм. Сердечник 20х28 2000НМ. Зазор 0,6-0,8мм. Индуктивность 66мкГ для мах тока в дуге 180-200А. Др.3 12 витков монтажного провода, сечение 1мм кв, кольцо 28х16х9, без зазора, 2000НМ1 При таких параметрах, резонансная частота около 35кГц. Как видно из схемы -защиты по току нет, выходного дросселя нет, выходных конденсаторов нет. Силовой трансформатор и резонансный дроссель намотаны на одиночных сердечниках типа Ш20х28. Всё это позволило уменьшить вес и высвободить объём внутри корпуса, и как следствие облегчить температурный режим всего аппарата, и спокойно поднять ток в дуге до 200А!


| Радио для всех © |
